首頁
Home-
關于盛仕達
about us -
產品中心
products -
銷售與服務
sale&service -
新聞資訊
News Center 聯系我們
Contact Us服務咨詢電話
158-7483-8202
<fieldset id="su2ky"></fieldset>


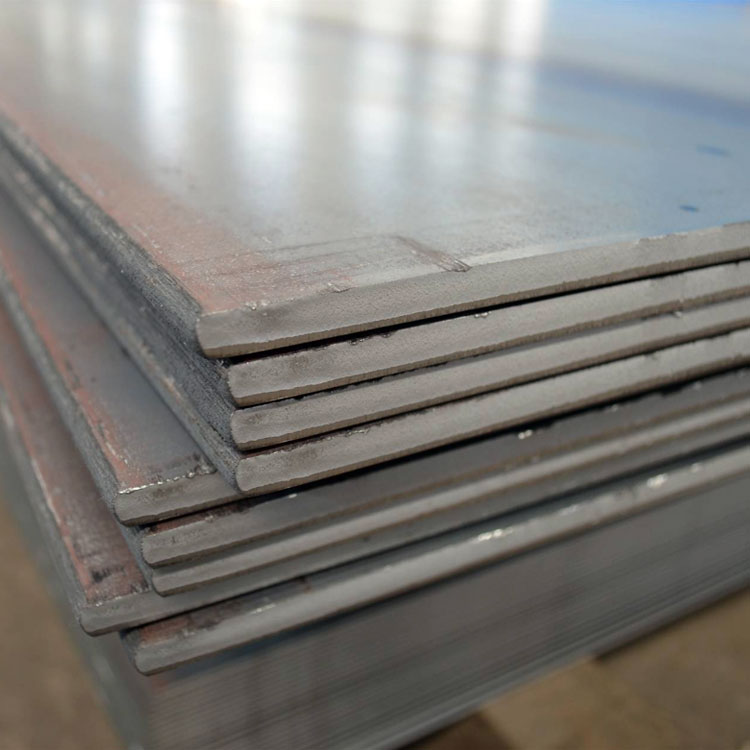
螺旋管承壓能力強,塑性好,便于焊接和加工成型,一般低壓流體輸送用螺旋縫埋弧焊鋼管(SY5037-83),采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。承壓流體輸送用螺旋縫埋弧焊鋼管(SY5036-83)主要用于輸送石油、天然氣的管線;承壓流體輸送用螺旋縫高頻焊鋼管(SY5038-83),用高頻搭接焊法焊接的,用于承壓流體輸送的螺旋縫高頻焊鋼管。
螺旋管與相同長度的直縫管相比。生產效率高,老本低,生長較快。螺旋鋼管的強度個體比直縫管高,能用較窄的坯料生產管徑較大的焊管,還可以或許用同樣寬度的坯料生產管徑分歧的焊管。是以,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。直縫管所受的主應力偏垂直于管材抗攻擊能力最低的偏向,而螺旋管則錯開了管材抗攻擊能力最低的偏向,使螺旋管焊縫長的上風轉變成優勢。
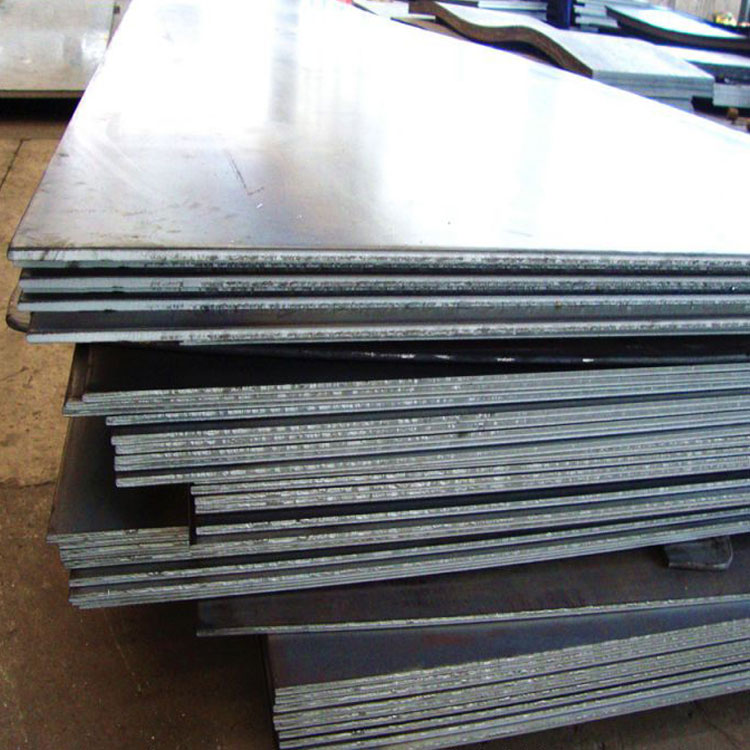
這種尺是一種有專門標記了外螺紋根部直徑和內螺紋擴錐孔直徑的游標卡尺,螺旋管螺紋履行識別最有效的方式是操縱會商尺。操縱簡潔、直觀、正確。別的,還可以或許直接操縱長腳游標卡尺連絡鋼直尺測量外螺紋根部外徑、長度、內螺紋擴錐孔徑對照螺紋尺度查問。螺旋焊管在生產時,錯邊時有發生,其影響因素很多。在生產實踐中,往往由干錯邊超差而使鋼管降級。因此分析螺旋管錯邊產生的原因及其預防措施是很有必要的。以下幾種情況,可導致螺旋鋼管的錯邊:
1、螺旋鋼管錯邊的最主要原因是由鋼帶的鐮刀彎造成的。在螺旋焊管成型中,鋼帶的鐮刀彎會不斷地改變成型角,導致焊縫間隙變化,從而產生開縫,錯邊甚至搭邊。嚴重影響了鋼管的質量,觀測鋼帶卷開卷后的鐮刀彎情況,通過控制立輥使圓盤剪能切除部分鐮刀彎以及成型角的連續控制和糾偏是在生產過程中減少鋼帶鐮刀彎產生錯邊的有效辦法。
2、螺旋鋼管鋼帶邊緣狀況不佳。
3、螺旋鋼管鋼帶頭尾對接焊接焊縫余高較大時,在過成型時若處理不當,容易造成較大的錯邊。
4、螺旋鋼管不切邊鋼帶頭尾的形狀和尺寸精度較差,對接時易造成鋼帶硬彎。

掃描關注微信公眾號
關注微信公眾號